


- 郑州恒道窑业有限公司
- 地址:河南省新密市行政路33号
- 手机:13523089111
- 电话:0371-69867678
- 邮件:zzhdyy001@126.com
- 联系人:朱经理
回转窑内耐火砖的砌筑方法常见的有以下三种:
A拱架法
在耐火砖外形规整性良好的条件下,拱架法能较为有效地保证所砌筑砖衬与窑筒可靠地同心,而且锁缝钢板用得极少,砖衬寿命有所延长。该砌筑法的特点是:不需转动窑体,采用砌砖机将砖一次性砌完。这个方法目前已流行于国内直径4m以上的大型窑上。该施工方法仅限于环砌而不适用于交错砌筑。拱架法砌筑窑衬如图14-6所示。具体砌筑方法叙述如下:
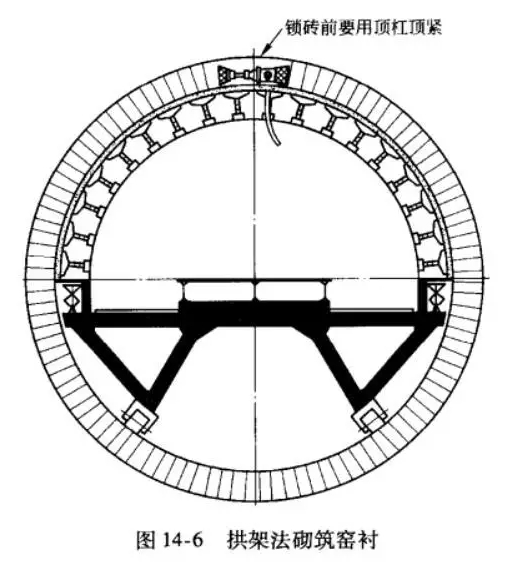
(1)接图纸要求先砌筑窑体下半圆部分的耐火砖。该部分可以一次性连续砌完,也可以分段砌筑。砌筑完下半圆部分耐火砖后,必须仔细检查所砌耐火砖的质量,经确认合格后方可进行下半圆部分的砌筑。
(2)安装砌砖机拱架,并将其各部位调节到最佳位置。
(3)将砖码放在拱架上的肩型托砖板上,用气动或机动装置将砖顶至预定位置,使砖紧贴筒体。此步骤必须从两侧同时对称地进行,一直将砖砌筑到顶部。在顶部合拢处留出约3~4块砖的空当,用以锁砖。
(4)在空当处.用气顶装置(或其他合适的顶紧装置)将两侧砖顶紧。
(5)撤去顶杆,挑选合适的锁砖将空挡处耐火砖砌上,从侧面打入最后一块耐火砖后,再从侧面打入3mm钢板把砖环锁紧。
(6)移动砌砖机拱架,重复上述(2)一(5)步骤直至将砖砌完。
使用拱架法砌砖要注意如下事项:拱架安装牢固,各个部件间连接紧,运作功能好,顶推装置灵活,支座移动方便;气动或液压系统灵敏,管路畅通无堵塞;拱架移动平稳.定位准确;严格按基准线施工。
B支撑法
在国内,直径4m以下的中小型回转窑上一般都用顶撑法砌砖。中型回转窑的砌砖中需要打两次窑撑,称为十字形支撑法;小型回转窑的砌砖中只需打一次窑撑称为一字形支撑法,以下分别叙述这两种砌筑方法。
(1)十字形支撑法。十字形支撑法砌砖的操作顺序如图14-7所示:其分段砌筑的长度一般不得超过5m。
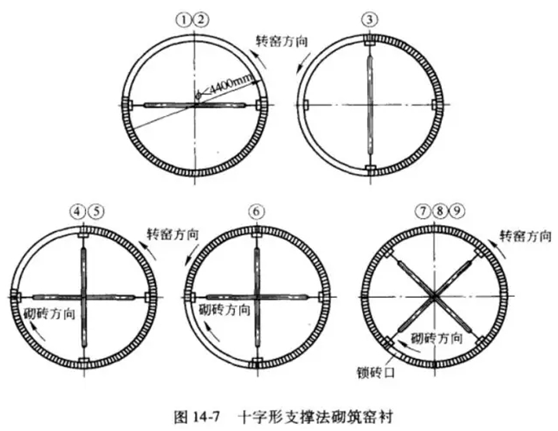
1)首先从砌砖段的底部同时向两侧砌砖,直至超过半周1~2层砖处。
2)设置厚80~140mm的长方形垫木,垫木应压住最上一层耐火砖砖厚的3/4。要在每块砖与垫木之间加放上下两个木楔、视窑径、垫木和耐火砖材质情况,每隔0.7~1.2m左右设置一顶杠,旋转顶杠套管部分直至完全紧固,如图14-7中的①②所示。
3)将窑体旋转近90°,但不要大于90°,如图14-7中的③所示。
4)继续砌砖至超过水平直径位置以上l~2层砖处。
5)如同上述一样支撑好顶杠,此时其间距可以较大一些.如图14-7中的④⑤所示。
6)再次旋转窑体.并继续砌砖至锁砖口.如图14-7中的⑥所示。
7)为便于锁砖,转动窑体使锁砖带处于相当于时钟的7:00一8:00的位置,并进行预排和锁砖,如图14-7中的⑦⑧⑨所示。
8)重复上述1)一7)的操作,进行第一二个施工段的砌筑.直至砌砖段全部完成。
十字形支撑法砌筑的注意事项如下:
1)每个砌砖段长度以4~5m为宜,必要时可以再短一些。
2)顶杠要有足够的刚度,最好采用双头正反螺旋,螺旋宜采用梯形螺纹。
3)垫木宜用质地良好的硬木。
4)顶杠间距应视窑径、垫木和耐火砖材质情况而定。窑径小、砖的强度高时,顶杠间距可以适当大一些,可取1m左右;反之,应适当加密,可取0.7—0.9m。
5)目前,国产耐火砖的尺寸偏差较大,应在每周砖上都垫放木楔,以确保安全。
6)顶杠要尽量顶紧。但砌筑强度较低的耐火砖时,要以能压住砖,使砖不致下滑为度。各根顶杠的顶紧程度要一致,砌筑过程中严禁撞击顶杠。
7)锁砖时,锁砖口要做好临时支撑工作,防止砖体受震下滑。
8)锁口区的砌筑应仔细进行。砌至最后5~6块砖时要用几种不同厚度的砖进行组合预排和调整,以便使砌体的锁口完全适合于最后一块砖的打入。不要用加工耐火砖的楔形砌筑面的方来调整锁口的尺寸。
9)当最后一块砖不能从侧面打入时,可以通过选砖,再配合用火泥调整邻近几块砖的灰缝的办法将锁口的尺寸调整到上下相等,然后将尺寸合适的锁砖从上面打入。
10)打入最后一块砖后,从上面打入1—3块一边磨尖的2~3mm厚的钢板将砖彻底锁紧。
(2)一字支撑法。一字支撑法的施工程序如图14-8所示:
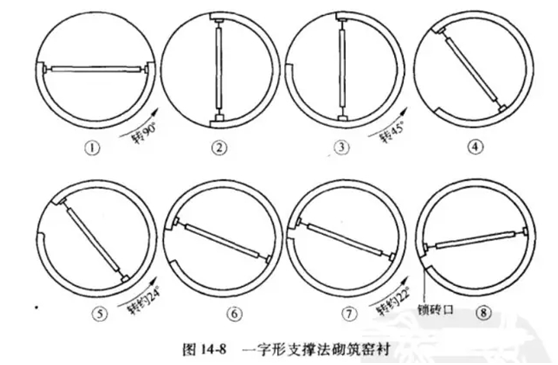
1)第1—4步操作与上述十字形支撑法第1)一4)相同。
2)将窑旋转45°,使未支撑的新砌筑体处于自由平衡状态,如图14-8中的③所示。
3)继续砌筑耐火砖,直至砌过直径后两层砖处,如图14—8中的④所示。
4)将窑旋转约24°,使未支撑的新砌筑体处于自由平衡状态,如图14-8中的⑤所示。
5)继续砌筑耐火砖,直至砌过直径后两层砖处,如图14-8中的⑥所示。
6)将窑旋转约22°,使未支撑的新砌筑体处于自由平衡状态,此时已达锁砖口的位置,如图14—8中的⑦所示。
7)搭设工作跳板,进行锁砖,直至该工作段锁紧锁完为止。
8)重复上述1)一7)的施工步骤。进行下一砌筑区段的工作,直至砌砖段全部砌完为止。
一字形支撑砌筑法的注意事项与上述十字形支撑法的基本相同。还应特别注意的是:要掌握好每次转窑的角度,切不可转窑过头。
C 粘贴法
西方发达国家的水泥圊转窑上目前普遍采用粘贴法砌筑碱性砖衬里。国内少数窑上也曾试用此法。实践证明,只有在满足窑体规整洁净、耐火砖的外形质量规则稳定、黏结剂的粘结性能稳定可靠并能符合施工要求的条件下,方能可靠地推行这一方法。
用粘贴法砌砖时,在施工前必须做好以下准备工作:
(1)根据窑径和砖称配置,首先要制订出粘贴法砌筑方案。即首先要确定好每圈内粘结段的数量、每个粘结段的长度和宽度以及转窑方向和砌砖方向的程序配合。
(2)严格选砖,必须保证全部待砌砖的外形质量合格。
(3)彻底清理砌筑区段窑体钢板表面,要求达到无粉尘、无锈迹、无油污、无水迹。
(4)严格检查黏结剂的粘结性能。按配合比对黏结剂进行试配,以确认其粘结强度是否达到规定的指标,其施工性能是否符合当地气候条件下的施工要求。
(5)预先在窑上进行小段的粘贴砌砖试验。只有在试验取得完全成功的条件下,才能使用这种方法进行砌砖。
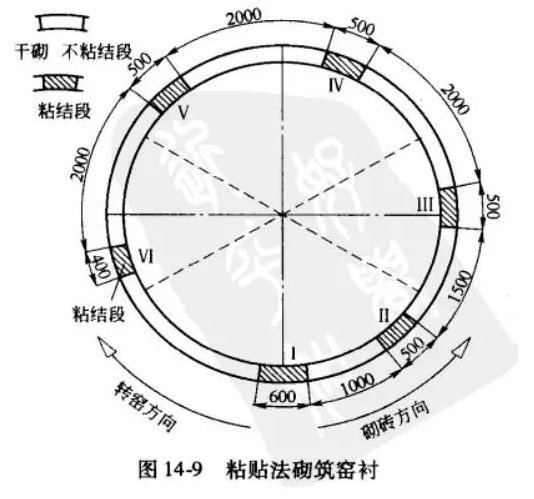
粘贴法砌砖(见图14-9)的施工程序举例如下:
(1)先沿着窑体圆弧方向砌筑约600mm宽(随窑径而定,后同)的粘结段,并加以适当时间的养护,再干砌约1000mm宽(随窑径而定,后同)的不粘结段,再砌约500mm宽的第二粘结段,养护。
(2)转窑,使第二粘结段的中心转到最低点,干砌约1500mm宽的不粘结段,再砌约500mm宽的第三粘结段,养护。
(3)转窑,使第三粘结段的中心转到最低点,干砌约2000mm宽的不粘结段,再砌约500mm宽的第网粘结段,养护。
(4)转窑,重复上述第(c)项工序.直至砌完最后一个粘结段。
(5)完成最后的锁砖工作。
粘贴法砌筑的注意事项如下:
(1)窑体钢板表面必须清浩平整。纵横焊缝中焊体高度不得超出0.5mm;残留焊渣必须磨平。要达到筒体表面无粉尘,无锈迹,无凹凸的要求。
(2)待砌耐火砖的质量,特别是砖的外形尺寸必须全部合格;砌筑过程中还要绝对保证不将砖的大小头倒置。
(3)过期失效或粘结强度指标和固化时间不合格的黏结剂,要绝对禁止使用!应严格按规定的配合比配制黏结剂,并避免与耐火泥浆相互混合或混淆。
(4)每砌完一段粘结段后,必须待黏结剂固化后方可转动窑体;严禁撞击和震动已经粘结好的砖体。
(5)每一施工段的长度以不超过5m为宜;相邻施工段之间的粘结段要错开位置。
(6)锁砖口在锁砖前要架设临时支撑。
(7)防止黏结剂与人体接触。要特别注意保护好眼睛。手上沾了黏结剂时,要立即用肥皂水冲洗干净。